PA 6 vs PA 12: The Core Difference at a Glance
PA 6 (Polyamid 6, även känd som Nylon 6) och PA 12 (Polyamid 12, även känd som Nylon 12) är båda tekniska termoplaster från polyamidfamiljen, men de skiljer sig markant i molekylstruktur, fuktabsorption, kemisk beständighet, mekaniska egenskaper och bearbetningsbeteende. Siffran i deras namn hänvisar till antalet kolatomer i monomerkedjan - PA 6 är gjord av kaprolaktam (6 kol), medan PA 12 härrör från laurolaktam (12 kol). Denna till synes enkla strukturella skillnad skapar dramatiskt olika materialbeteenden i verkliga tillämpningar.
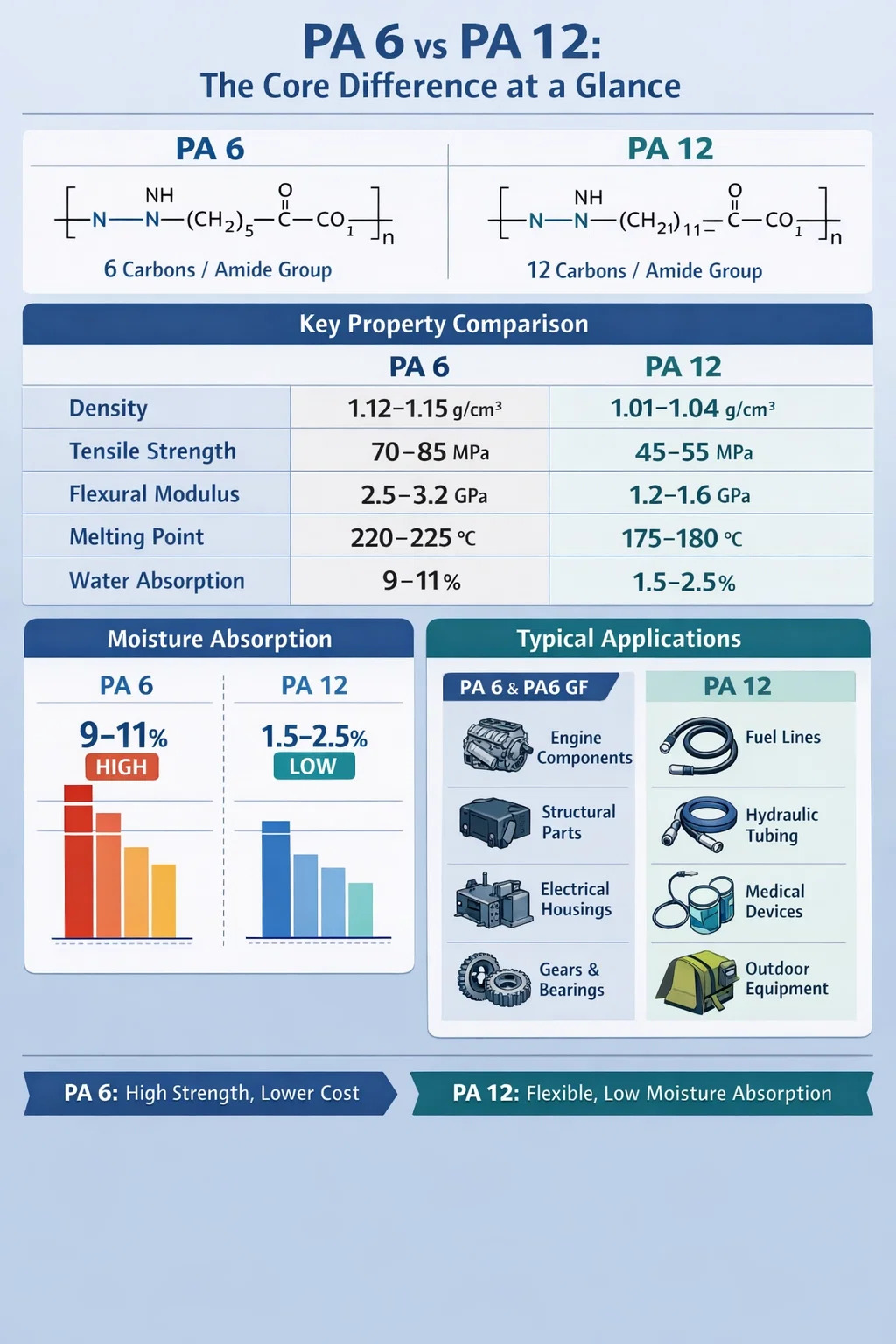
Kort sagt: PA 6 erbjuder högre styvhet, bättre mekanisk hållfasthet och lägre kostnad, vilket gör den idealisk för strukturella och lastbärande komponenter. PA 12 utmärker sig i formstabilitet, låg fuktabsorption och flexibilitet, vilket gör den till det föredragna valet för slangar, bränsleledningar och utomhusapplikationer där fuktbeständighet är kritisk. När glasfiberförstärkning tillsätts — formning PA6 GF material — Prestandagapet med PA 12 i styvhet ökar ytterligare till PA 6:s fördel.
Molekylstruktur och amidgruppdensitet
Den grundläggande skillnaden mellan PA 6 och PA 12 ligger i hur ofta amidgrupper (-CO-NH-) uppträder längs polymerens ryggrad. I PA 6 uppstår en amidbindning var 6:e kolatom. I PA 12 sträcker sig avståndet till 12 kolatomer mellan varje amidbindning.
Amidgrupper är hydrofila - de attraherar och binder vattenmolekyler genom vätebindning. Detta innebär att PA 6, med sin högre amidgruppstäthet, absorberar betydligt mer fukt än PA 12. PA 6 kan absorbera upp till 9–11 % fukt vid mättnad i vatten, medan PA 12 endast absorberar cirka 1,5–2,5 %. Detta är inte en mindre skillnad – det påverkar direkt dimensionsstabilitet, mekanisk prestanda och elektriska egenskaper under produktens livslängd.
Den längre alifatiska kedjan i PA 12 bidrar också till större kedjerörlighet och lägre glasövergångstemperatur. PA 12 förblir flexibel även vid temperaturer så låga som -40°C, vilket är anledningen till att den används flitigt i fordonsbränsle- och bromsledningar i kallt klimat.
Jämförelse av nyckelegenskaper: PA 6 vs PA 12
Tabellen nedan ger en sida vid sida teknisk jämförelse av de viktigaste materialegenskaperna för designingenjörer som väljer mellan dessa två polyamider.
| Egendom | PA 6 | PA 12 |
|---|---|---|
| Densitet (g/cm³) | 1.12–1.15 | 1.01–1.04 |
| Draghållfasthet (MPa) | 70–85 | 45–55 |
| Böjmodul (GPa) | 2,5–3,2 | 1,2–1,6 |
| Smältpunkt (°C) | 220–225 | 175–180 |
| Vattenabsorption (mättnad, %) | 9–11 | 1,5–2,5 |
| Flexibilitet vid låg temperatur | Måttlig | Utmärkt (till -40°C) |
| Kemisk beständighet | Bra | Utmärkt |
| UV-beständighet | Måttlig | Bra |
| Relativ materialkostnad | Låg | Hög (2–3× PA 6) |
| Bearbetbarhet | Utmärkt | Bra |
Fuktabsorption och dimensionsstabilitet
Fuktabsorption är en av de mest kritiska faktorerna som skiljer PA 6 från PA 12 inom praktisk teknik. PA 6 delar kan ändra sina dimensioner med så mycket som 1,5–2,0 % i längd eftersom de absorberar atmosfärisk fukt över tiden efter formning. Detta gör precisionskomponenter gjorda av oförstärkt PA 6 utmanande att använda i sammansättningar med snäva toleranser om inte konditionering tas med i konstruktionen eller glasfiberförstärkning används för att undertrycka dimensionsförändringar.
PA 12 däremot visar dimensionsförändringar på mindre än 0,5 % under samma förhållanden. Detta gör den mycket mer förutsägbar i drift och är en av de främsta anledningarna till att designers väljer PA 12 för hydrauliska kopplingar, precisionskopplingar och slangar med små borrhål där passform och funktion måste förbli konsekvent i växlande fuktighetsmiljöer.
Fukt påverkar också de mekaniska egenskaperna. En PA 6-del som testats torr-som-gjuten kan visa 80 MPa draghållfasthet, men efter konditionering till jämviktsfukthalt vid 50 % relativ fuktighet kan denna sjunka till cirka 55–60 MPa. Detta är en känd avvägning som måste beaktas när PA 6 specificeras för strukturella tillämpningar. PA 12 uppvisar mycket mindre variation — dess betingade mekaniska egenskaper förblir nära sina torra värden, vilket förenklar materialspecifikationen för designers.
Glasfiberförstärkt PA 6: Vad PA6 GF-material ger till bordet
När glasfiber läggs till PA 6 genomgår det resulterande PA6 GF-materialet (vanligtvis tillgängligt som PA6 GF15, PA6 GF30, PA6 GF50, etc., där siffran anger glasfiberinnehåll i viktprocent) en dramatisk omvandling i styvhet och styrka. Detta är en av de mest använda förstärkningsstrategierna inom teknisk plast.
Hur glasfiber förändrar PA 6-prestanda
PA6 GF30 (30 % glasfiberarmerad PA 6) är den vanligast specificerade kvaliteten. Den levererar:
- Draghållfasthet av 170–190 MPa , mer än dubbelt så mycket som oförstärkt PA 6
- Böjmodul på 8–10 GPa , jämfört med 2,5–3,2 GPa för snygg PA 6
- Minskad fuktupptagning — själva glasfibern absorberar inte vatten, så effektivt fuktupptag i kompositen är betydligt lägre än i rena PA 6
- Förbättrad dimensionsstabilitet – skevhet och krympning efter mögel reduceras, även om anisotrop krympning blir ett nytt övervägande på grund av fiberorientering
- Värmeavböjningstemperaturen ökar till ca 200–210°C (mot ~185°C för ren PA 6 vid 1,8 MPa belastning)
PA6 GF-material används flitigt i insugningsgrenrör för bilar, motorkåpor, konstruktionsfästen, elhus och industriella pumpkomponenter. Kombinationen av hög styvhet, bra värmebeständighet och relativt låga råmaterialkostnader gör PA6 GF30 till en av de mest kostnadseffektiva ingenjörsblandningarna på marknaden.
PA6 GF vs PA 12: En direkt jämförelse
När man jämför PA6 GF-material med oförstärkt PA 12 blir valet mer nyanserat. PA6 GF30 kommer att överträffa PA 12 avsevärt när det gäller styvhet och värmebeständighet, men PA 12 kommer fortfarande att vinna på flexibilitet, kemisk motståndskraft mot bränslen och hydraulvätskor och seghet vid låg temperatur. Om applikationen kräver en styv konstruktionsdel som fungerar vid förhöjda temperaturer är PA6 GF den klara vinnaren. Om delen är en flexibel bränsleledning eller en anslutning som utsätts för bromsvätska och vintertemperaturer på -30°C, är PA 12 fortfarande det rätta valet.
Kemisk beständighet: Där PA 12 överträffar
PA 12 har överlägsen motståndskraft mot ett brett spektrum av kemikalier jämfört med PA 6. Den lägre amidgruppstätheten gör den mer motståndskraftig mot hydrolys och angrepp från syror, alkalier och organiska lösningsmedel. I biltillämpningar betyder detta bättre motstånd mot:
- Bränslen, inklusive etanolblandningar (E10, E85) och diesel
- Hydraulvätskor och bromsvätskor (DOT 4 och DOT 5.1)
- Zinkklorid och kalciumklorid vägsalter
- Bilfetter och smörjoljor
PA 6 fungerar adekvat i många av dessa miljöer men kan uppvisa spänningssprickor när de utsätts för zinkklorid under mekanisk belastning - ett fenomen som kallas miljöspänningssprickning (ESC). Detta har historiskt sett varit ett problem med PA 6-klämmor och fästen i underhuvsmiljöer där vägstänk som innehåller vägsalt förekommer. PA 12 är avsevärt mindre känslig för denna typ av fel.
För läkemedels- och livsmedelskontaktapplikationer erbjuder PA 12 också regulatoriska fördelar på vissa marknader på grund av dess lägre extraherbara innehåll och mer stabil ytkemi över tid.
Bearbetningsskillnader mellan PA 6 och PA 12
Båda materialen är termoplaster som främst bearbetas genom formsprutning och extrudering, men deras olika smältpunkter och fuktkänslighet leder till olika bearbetningskrav.
Torkningskrav
På grund av sin höga fuktabsorption är PA 6 särskilt känslig för hydrolytisk nedbrytning under bearbetning om den inte torkas ordentligt. De rekommenderade torkförhållandena för PA 6 är vanligtvis 80°C i 4–8 timmar i en avfuktande torktumlare för att uppnå en fukthalt under 0,2 %. Om PA 6 inte torkas korrekt resulterar det i spridningsmärken, minskad molekylvikt och försämrade mekaniska egenskaper i den gjutna delen. PA6 GF-material har samma torkningskrav.
PA 12, med sin mycket lägre hygroskopicitet, kräver mindre aggressiv torkning - vanligtvis 80°C i 2–4 timmar är tillräckligt. Detta kan erbjuda en bearbetningseffektivitetsfördel vid tillverkning av stora volymer.
Smälttemperatur och formtemperatur
PA 6 bearbetas vid smälttemperaturer på 240–280°C, medan PA 12 körs vid lägre 200–240°C. Denna lägre bearbetningstemperatur för PA 12 kan i vissa fall minska energiförbrukningen och cykeltiden. Men PA 12:s lägre smältpunkt innebär också att den har en lägre kontinuerlig drifttemperatur - relevant när man specificerar delar för varma miljöer som bilkomponenter under huven.
Krympning och skevhet
Oarmerad PA 6 krymper isotropiskt med cirka 1,0–1,5 % under formningen. PA6 GF-material uppvisar anisotropisk krympning - lägre i flödesriktningen (cirka 0,2–0,5%) och högre i tvärriktningen (cirka 0,6–1,2%) - vilket måste beaktas i formkonstruktionen för att förhindra skevhet. PA 12 visar måttlig krympning på cirka 0,8–1,5 % och beter sig mer förutsägbart i tunnväggiga delar på grund av sin inneboende flexibilitet.
Termisk prestanda och långvarig värmeåldring
PA 6 har en högre smältpunkt (220–225°C) och generellt bättre termisk prestanda än PA 12 (175–180°C). Vid förstärkning med glasfiber kan PA6 GF-material arbeta kontinuerligt vid temperaturer upp till 130–150°C (med värmestabilisatorpaket), vilket gör dem lämpliga för applikationer under motorhuven.
PA 12, med sin lägre smältpunkt, har en kontinuerlig drifttemperatur som vanligtvis är cirka 100–110°C. För tillämpningar som kräver långvarig exponering för motorvärme eller förhöjda omgivningstemperaturer kan detta vara en diskvalificerande begränsning som driver designers mot PA6 GF-material eller till och med högre temperaturpolyamider som PA 46 eller PPA.
Värmestabiliserade kvaliteter av båda materialen finns tillgängliga. PA6 GF30 HS (värmestabiliserade) kvaliteter specificeras vanligtvis för motorkomponenter där 150°C kontinuerlig exponering förväntas, med kortvariga toppar upp till 170°C tolererade. PA 12 värmestabiliserade kvaliteter utökar driften till cirka 120°C kontinuerligt - en förbättring, men fortfarande lägre än PA6 GF i motsvarande applikationer.
Typiska applikationer: där varje material används
De olika egenskapsprofilerna för PA 6, PA6 GF-material och PA 12 leder naturligt till olika applikationsdomäner. Följande uppdelning återspeglar verkliga användningsmönster inom stora industrier.
PA 6 och PA6 GF — Primära tillämpningsområden
- Fordon: Insugningsgrenrör (PA6 GF30/GF50), motorkåpor (PA6 GF30 HS), luftfilterhus, säkerhetsbälteskomponenter, pedalsystem, hjulkåpor
- El och elektronik: Strömbrytarhus, kopplingsblock, ställverkskomponenter, buntband, motorhus
- Industrimaskiner: Kugghjul, lager, bussningar, transportbandskomponenter, pumphus
- Konsumtionsvaror: Elverktygshöljen, cykelkomponenter, bagageramar, sportartiklar
- Textil: Garn, strumpor, klädtyger (oförstärkt PA 6-fiber)
PA 12 — Primära tillämpningsområden
- Bilrör: Bränsleledningar, bromsledningar, hydraulledningar, ångledningar, luftbromsledningar för lastbilar
- Industriell vätskehantering: Pneumatisk slang, kemikalieöverföringsledningar, tryckluftsdistribution
- Medicinsk utrustning: Kateterkomponenter, handtag för kirurgiska instrument, höljen för läkemedelsleveransanordningar
- 3D-utskrift (SLS): PA 12-pulver är det dominerande materialet för selektiv lasersintring på grund av dess konsekventa smältbeteende och efterbearbetningsflexibilitet
- Offshore och undervattensvatten: Flexibla rör, kabelmantel, navelsträngskomponenter för olje- och gasinfrastruktur
- Skor: Pjäxkomponenter, sportskodelar som kräver flexibilitet vid minusgrader
Kostnadsöverväganden: PA 6 vs PA 12 ekonomisk verklighet
Kostnaden är ofta en avgörande faktor vid materialvalet och PA 6 har en betydande fördel här. PA 12 kostar vanligtvis 2–3 gånger mer per kilo än PA 6 , och denna premie expanderar ytterligare när man jämför PA6 GF30 med PA 12. Prisskillnaden speglar råvaruekonomin — laurolaktam (PA 12-monomeren) är en mer komplex och mindre allmänt producerad kemikalie än kaprolaktam (PA 6-monomeren), som tillverkas i mycket stor skala globalt.
För konsumentprodukter med stora volymer eller strukturella fordonskomponenter där konstruktionen kan rymma PA 6- eller PA6 GF-material är kostnadsbesparingarna betydande. En stor biltillverkare som producerar 500 000 insugningsgrenrör per år med PA6 GF30 istället för en PA 12-ekvivalent (om en sådan existerade med tillräcklig styvhet) skulle se råvarubesparingar uppgå till miljontals dollar årligen.
PA 12:s kostnad är motiverad endast när dess specifika egenskaper - fuktbeständighet, kemikaliebeständighet, flexibilitet, lågtemperaturprestanda - verkligen krävs av applikationen. Att överspecificera PA 12 där PA 6 eller PA6 GF-material skulle räcka är en vanlig men onödig kostnad i mindre erfarna designprogram.
PA 6, PA6 GF och PA 12 i Additive Manufacturing
I samband med additiv tillverkning, särskilt selektiv lasersintring (SLS), dominerar PA 12 marknaden för pulverbäddsfusion. Dess lägre smältpunkt, smala smältområde och gynnsamma återstelnande beteende gör det lättare att bearbeta i SLS-system utan överdriven nedbrytning av oanvänt pulver mellan byggen. Det mest använda kommersiella SLS-pulvret globalt - EOS PA 2200 - är en PA 12-kvalitet.
PA 6 och PA6 GF-material har framgångsrikt anpassats för SLS, med flera leverantörer som nu erbjuder PA6-baserade pulverblandningar förstärkta med glaspärlor eller kolfiber för högre styvhet. PA 6:s högre smältpunkt och smalare processfönster gör den dock mer krävande i SLS-system, och den har inte uppnått samma marknadsantagande som PA 12 i denna process.
För FDM (fused deposition modeling) finns PA 6-filament tillgängliga men kräver högtemperaturextrudrar (över 240°C munstycke) och kapslingar på grund av materialets benägenhet att absorbera fukt och varp. PA 12 presterar bättre i FDM-miljöer utomhus på grund av dess lägre fuktabsorption och bättre skiktvidhäftning vid lägre bearbetningstemperaturer.
Hållbarhet och återvinningsbarhet
Både PA 6 och PA 12 är termoplaster och är teoretiskt återvinningsbara genom omsmältning, även om deras mekaniska egenskaper försämras med varje processcykel på grund av kedjeklyvning och molekylviktsminskning. I praktiken är postindustriellt återvunnet (PIR) innehåll vanligare i icke-kritiska applikationer som buntband, rör och formsprutade höljen.
PA 6 har en betydande fördel vid kemisk återvinning. Kaprolaktam (PA 6-monomeren) kan återvinnas från PA 6-avfall genom depolymerisation och återanvändas i nykvalitets polymerproduktion. Företag som DSM (numera Envalior) och Lanxess har utvecklat kommersiella processer för detta. PA 12 kemisk återvinning är mindre utvecklad och kommersiellt mindre mogen.
När det gäller koldioxidavtryck har PA 12 en högre miljöbelastning per kilogram på grund av den mer komplexa syntesvägen för dess monomer. Men eftersom PA 12-delar kan hålla längre i aggressiva miljöer utan den nedbrytning som fukt och kemikalier orsakar i PA 6, gynnar livscykelanalys ibland PA 12 i applikationer där den eliminerar förtida fel och byten.
Det finns biobaserade versioner av båda materialen. Biobaserad PA 6 (med bio-härledd kaprolaktam från förnybara råvaror som ricinolja) och biobaserad PA 12 (laurolaktam som härrör från ricinolja har varit kommersiellt tillgänglig i decennier, som producerats av Evonik under varumärket Vestamid) är båda tillgängliga för designers som vill minska beroendet av fossila bränslen.
Hur man väljer mellan PA 6, PA6 GF och PA 12
Beslutet mellan dessa material bör styras av en systematisk utvärdering av ansökningskrav. Följande guide ger en startram:
| Designkrav | Rekommenderat material |
|---|---|
| Maximal styvhet och styrka till lägsta kostnad | PA6 GF30 eller PA6 GF50 |
| Flexibel slang eller slang i kontakt med bränsle eller hydraulvätska | PA 12 |
| Konstruktionsfäste, hölje eller underhuvskomponent upp till 150°C | PA6 GF30 HS eller PA6 GF50 HS |
| Utomhusdel med UV- och fuktexponering, ingen hög belastning | PA 12 (eller PA6 med UV-stabilisator) |
| Precisionskomponent som kräver snäv dimensionstolerans | PA 12 eller PA6 GF (anisotropi beaktas) |
| SLS 3D-utskriftsapplikation | PA 12 pulver |
| Kugghjul eller lager med lågt friktionskrav | PA 6 (smord kvalitet eller MoS₂-fylld) |
| Del som arbetar vid -30°C eller lägre som kräver flexibilitet | PA 12 |
När beslutet fortfarande är oklart efter denna inledande screening är det värt att begära materialprover från leverantörer och utföra applikationsspecifika tester, inklusive konditionering till förväntad servicefukthalt innan man mäter mekaniska egenskaper. Att testa torr-som-gjuten PA 6 mot konditionerad PA 12 snedvrider jämförelsen i en orealistisk riktning — jämför alltid material under likvärdiga konditioneringstillstånd representativa för faktiska serviceförhållanden.